






随着印制线路板技术的不断发展, 客户对印制线路板的线宽和线间距要求逐渐提高, 同时要求镀层对基体具有更好的可靠性。随着印制线路板表面装贴技的逐渐兴起, 要求印制线路板的连接盘和焊片具有良好的共面性和平整度。
为适应SMT 的 发 展 要 求, 各 制 造 厂 商 不 断 对印制线路板表面处理技术进行革新和改善, 其中就包括电镀金技术。金层具有耐腐蚀、 电导率高、 焊接性好、 接触电阻低且稳定、 耐高温、 质软、 耐磨损等特性。同时, 金与其他金属( 如 C o、 Ni 、 Fe、 In、 Cd、 Ag、Cu、 Sd、 Pd 等) 容 易 合 金 化, 合 金 化 后 硬 度 更 高, 耐磨性更好。
但随着市场金价的上涨, 镀金成本也成了企业重点关注的项目。本课题主要通过优化镀金工艺参数、 控制镀金层厚度、 改善镀金均匀性和控制滴水时间, 降低我司金盐的消耗, 节省镀金成本。
镀金过程中金盐节省方案
镀金过程中金盐耗用分析
电镀金线的金盐耗用主要包括印制线路板图形金层耗用和槽液带出耗用两个方面。镀金层过厚或槽液带出量过多都会造成金盐的浪费, 产生无效金盐耗用成本。
镀金层厚度控制
目前镀金层厚度主要以生产制作指示备注要求为控制标准, 对镀金层厚度上限几乎没有管控。鉴于此现状, 可制定内部镀金层厚度管控标准。相关部门签署镀金层厚度管控内部联络单, 在不影响生产板品质的前提下, 在设备及技术能力范围内, 对镀金层厚度上限进行有效管控。根据广州厂区《 镀金层厚度控制细化管理内部联络单》, 结合珠海厂区产品特征, 对内部联络单内容进行修改和完善, 重新签署执行。
工艺参数控制
1药水稳定性控制
药 水 稳 定 性 是 影 响 镀 金 反 应 速 率 的 决 定 性 因素。而金离子作为镀金反应的主要消耗成分, 其浓度也会随生产消耗而发生波动, 金盐浓度的波动反过来又会导致镀金反应速率的波动。因此, 为了保证镀金反应速率稳定, 就必须使金槽中金盐的浓度保持在一 个 比 较 稳 定 的 水 平。 在 药 水 稳 定 的 前 提下, 对镀金参数的设定和调整就会更加精确, 对镀金层厚度也会有更加稳定的控制。为了维持金槽中金盐浓度的稳定性, 须注意以下两点:
(1)保持生产记录的准确性和完整性;
(2)保持金盐补加的及时性,遵循“ 少量多次” 的原则。
2 参数控制的规范化
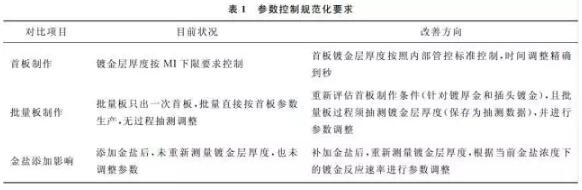
散件板与批量板穿插生产需要对首板制作、 批量板镀金层厚度和金盐添加过程进行管控, 具体改善要求如表1所示。
3镀金层厚度监控措施
为保证监控效果, 现制定以下监控措施。
(1)制定《 金盐成本节约项目监控表》针对镀金层厚度管控内容, 制定《 金盐成本节约项目监控表》 , 对生产记录完整性、 金盐添加的及时性、 首板镀金层厚度控制、 批量板镀金层厚度控制及添加金盐后参数调整等项目进行稽查, 并对不符合项进行分析改善。
(2)ERP镀金层厚度数据完善目前 ERP系统中导出的金盐消耗数据, 部分有误且不完整。须向信息中心提交软件需求单, 对该模块进行完善, 确保金盐消耗数据准确、 完整。
(3)镀金层厚度数据统计分析
每周导出 ERP 镀金层 厚 度 数 据 记 录, 按 线 别、镀金层厚度要求进行统计, 分析各条线镀金层厚度控制的执行情况和稳定性, 并对异常点进行分析和改善。
优化镀金均匀性
若镀厚金线镀金均匀性偏低, 严重影响生产过程对镀金层厚度的控制。在生产过程中, 为了满足客户最低镀金层厚度要求, 常常会使镀金层偏厚, 造成金盐的严重浪费。为优化镀厚金槽的均匀性, 可从改变槽内阳极钛网设置方式和位置进行着手改善, 通过技术测试找到最佳方案。同时, 在镀金过程中对于比较小的生产板,可配以阳极挡板进行生产, 也可以明显改善镀金均匀性。
减少槽液带出量
如果对于时间的把握有较大的偏差, 滴水时间不足会造成槽液带出量偏大, 而滴水时间过长又会造成生产效率的降低和产能的浪费。
同时, 如果增加振动装置, 可以使附着在板面的槽液在外力的作用下更快地滴落, 能有效减少槽液带出量, 并缩短滴水时间, 增加效率。同时, 在镀金槽滴水支架上增加辅助支架, 使镀金夹具与垂直方向成4 5° 角, 可以加快板面槽液的滴落。因 为 生 产 板正常挂置时, 板下端整条边成为板面上黏附槽液的汇聚点。而倾斜挂置时, 液体汇聚点在板角, 可以加快板面液体汇聚滴落。
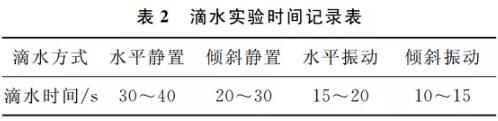
表2为水平静置、 倾斜静置、 水平振动和倾斜振动四种滴水方式的滴水时间统计( 以无明显液滴滴下为滴水终点, 手动模拟振动)从以上验证数据可以看出: 将滴水方式设置为倾斜振动, 能在较短的滴水时间内保证滴水效果。
