






这天,当我走进金工车间办公室,一个年轻人正被几个人围着,其中一个人正指着他训斥:“为什么你一个晚上能钻出那么多的废品啊?为什么巡检员已经告诉你品质不合格了,你还不停下来?为什么知道钻头不行了也不去磨钻头?”因为气愤,训人者满脸通红,而那个年轻人此时满脸委屈,嘴里还不时地小声嘀咕着,像是在解释什么。看到这个场面,陪同我的牛总马上走上前询问情况,原来是这个年轻人昨天一个晚班出现100多块不合格产品!眼见大家争执不下,牛总当即决定,相关人员全部到会议室开会。
“先向大家介绍一下,这位就是我常提到的蓝顾问,他这次来主要是为我们做精益生产诊断和咨询的,没想到今天出现这么严重的质量问题,这是我们厂里十多年都没有出现的事故,正好今天蓝顾问在这里,我看诊断就从这里开始吧!好了,先说说情况吧。” 众人刚刚落座,行伍出身的牛总首先发话了。
巡检员李海就马上站起来说:“昨晚7点半我巡检到王安的工位,发现他钻的双柱底板孔径过大,当时刚刚上班,我马上要求他停下来去磨钻头,他根本不听,还在那里继续钻孔;结果他一个班钻了190块双柱底板,有118块不合格!”
制造经理老胡补充说:“按照我们厂里的规定,金工钻底板岗位分白、晚班,各一名作业者,每个作业者有一把钻头,用到不能钻的时候自己拿到磨刀房自行磨钻头。下班后钻头自己保管,不和他人的混淆,这样做就是为了责任落实到人,提高每个人的工作责任心。现在事情很清楚,就是王安违反规定作业。这件事情我们已经研究过了,要严肃处理,坚决杜绝以后再发生类似的事情。”老胡边说边拿出了一份《质量异常处理单》。
听到这里,多年的经验告诉我事情远非这么简单,于是我示意大家先停下,然后问坐在对面的王安:“你知道你钻的孔不合格吗?”王安说:“我问过附近一位师傅,师傅告诉我,大个0.5mm没有问题,而且我们车间还有一个检验工具,我检查过都合格啊。”我又问:“那巡检员检验过不合格,告诉你钻头磨损,你为什么不去磨钻头呢?” 王安说:“刚上班一会就停下手头工作去磨刀,那工作任务怎么能完成啊?何况我也不会磨钻头。”
巡检员这时急了:“谁给了你们检验工具啊,你们自制的吧?!”
我看着手中的《质量异常处理单》,一连串的疑问浮现出来,经过一番了解,问题逐渐显现出来:
首先,王安是刚刚进厂不到一个月的新员工,进厂后没有人对他进行系统的培训,他并不知道什么时候需要去磨钻头,也不知道怎么磨钻头,而磨钻头是一项要求很高的技术活,钻头的对称性直接影响钻出的孔径尺寸,只有少数技术精熟的钳工能够磨出很对称的钻头,钻出来的孔几乎和钻头一样大。
其次,由于切削时孔的轴线不会与钻头的轴线理想重合,即便是最理想的钻头钻出的孔径都要比钻头直径大几丝(如果真正是一样大的话,钻头就拔不出来了),技术部在制定工艺标准时没有考虑这个因素,导致实际制造中无法达成这样的标准,因此制造部在生产中擅自改变了这个标准;
第三,王安并没有看到早在2005年11月29日就批准执行的底板的《机械加工工序卡片》,也没有作业指导书,他得到的只是一个自制通止规来自检质量,同时,厂里的老师傅告诉他“孔径大个0.5mm没有问题”,作为操作者的王安根本不清楚正确的标准是什么,只能按照本车间老师傅口头传授的标准去操作。
第四,这个通止规是制造部2009年8月自制的,没有经过技术或质量部门的检查和批准。
第五,通止规的直径是:通∮38,止∮38.6,与《机械加工工序卡片》的孔径不符(《机械加工工序卡片》的孔径要求是∮38.1~∮38.2)。
第六,巡检员没有正式的检验指导书,仅仅凭自己在工作笔记上手绘的草图和尺寸标识来检验,没有能够令人信服的标准。
第七,《机械加工工序卡片》上的工序要求是分两步完成作业:第一步钻∮35的孔,第二步扩至∮38.1~∮38.2尺寸,而制造部实际的操作是“一步到位”,工序不明原因被改掉了,而且孔径规格也被改掉了(“大个0.5mm没有问题”)。
第八,当天晚班金工工段主管并不在现场,实际上巡检员是没有权力要求操作员停止操作的,他和王安都需要立即向自己的主管汇报此事,而工段主管不在场也使王安只能继续操作。
……
再看看那份《质量异常处理单》:
本应由制造部填写的“异常评定及原因分析”,由质量部门填写着“钻头磨损造成。但检验员及时发现,操作人员不按要求执行,不合格品贴红标签以示区分,请技术协助评估产品是否可用”和“昨晚在现场向该员工说过,超差工件不允许制作并向其主管电话反馈,但是该员工仍然批量制作,本批不能用的工件将严肃处理”等内容;
本应由质量、技术部门填写的“处理意见”,则被制造部门写着“请质量给出具体处理意见,生产按质量办法执行处罚!后续类似问题一定控制在作业点,保证没有不合格品流出”的内容。
本应由制造部门填写的“改进措施”,填写着技术部门“∮38孔超差严重,装配后影响使用性能,不能使用”和“尺寸小于∮40的允许使用,大于∮40的挑出返修”等内容。
“你们说,除了抱怨、推卸责任、空洞的套话,这里面有没有一点点建设性的真正有效的对策?这样的问题谁能担保今后不会再发生了?”再次召集责任事故处理会议的牛总举着手中的《质量异常处理单》,显得有些激动,“过去,我们一直说抓质量、抓管理,但是通过今天这个事我才意识到,我们还存在很多问题,远的不说,就这么一个《质量异常处理单》,我们用了这么长时间,到底起到什么实质性的作用了?都在走形式!”
看着已经意识到问题的各部门负责人,牛总缓和了一下语气:“亡羊补牢,为时未晚,现在我们就请专家来帮我们解决问题,请蓝顾问说说看解决方案吧。”
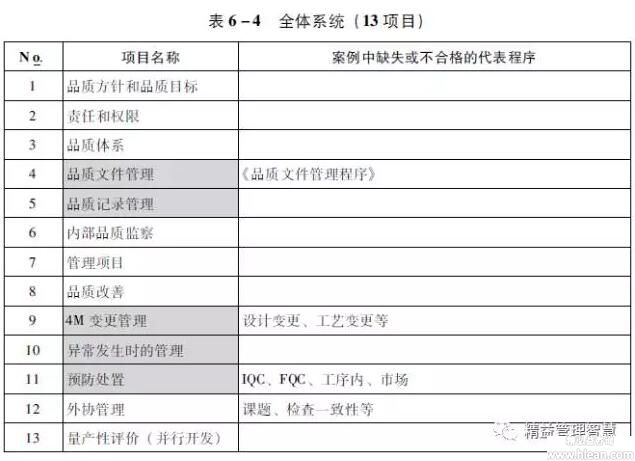
对照顾问师提供的优秀企业的精益品质管理体系(见表6-4、表6-5、表6-6所示,阴影部分标注栏目是与本次品质事故相关联的管理项目),我们很快找出了问题的根源和解决对策:

显然,这次质量事故暴露的是一个管理系统缺失的问题,反映出员工教育训练体系缺陷、制造日常业务标准化管理缺失和品质保证体系的缺陷,针对这些问题我很快提出了解决方案:
(1)由制造部制定磨钻头要素作业标准,做到一目了然,每个操作人员都可以明确磨钻头步骤、重点、技巧,要图文并茂。
(2)磨钻头作为金工工段的要素作业,列入新员工教育项目中,实操训练合格后才能安排具体的操作岗位。
(3)设置备用钻头,利用不影响生产的时候白、晚班轮流磨钻头,岗位上设置备用钻头放置区。
(4)在制造部开展全员磨钻头实操训练。
(5)由技术部进行工艺标准修改。
(6)由技术部对制造部的检具进行重新制作,确保检验标准和计量器具的统一。
(7)由技术部制定检具日常点检指导书。
经过三个月的改进,金工工段的生产质量大大改善,不良率下降52%,生产效率也提高了23%。
一年后,当我再次走进这间工厂的时候,迎接我的是牛总爽朗的笑声,而那个一晚上钻出100多个不良品的王安,已经成了新的金工工段主管,正在动情地向新员工讲述着那个令人难忘的晚班……看似单一的问题,其实是暴露了系统的原因,因此就需要系统的解决才会长期有效,就如品质问题一样,需要从品质体系中去解决各个环节的问题,品质才会逐渐提高。
