






中国国内汽车行业也都采取了放班和减员等措施应对,以降低产能过剩带来的负面影响,并且做好了应对2009市场寒冬的准备。
幸运地是,在2009年初国家进行购置税调整、振兴汽车行业规划等利好政策刺激下,国内汽车消费市场有所回暖,甚至出现了井喷现象。根据中国汽车工业协会公布的2009年中国汽车产销量统计,中国以300多万辆的优势,首次超越美国,成为世界汽车产销第一大国。
市场环境突然的大落与大起使国内汽车行业措手不及,市场需求量已经不仅仅是恢复到金融危机前,而是大大超过了大部份汽车行业上下游供应链中各个企业的生产能力。
我们需要共同理性面对这个让人既爱又恨的形式,并且找到解决难题的办法。
以京西重工(上海)有限公司(原德尔福(上海)动力推进系统有限公司)在2009年Global Booster生产线所做的改善为例:
面对的问题
生产线实际节拍(ATT: Actual Takt Time)为62秒;工作效率(OE: OperationalEffectiveness) 约80%;不断激增的客户需求,生产线即使通过3班6天周末加班的手段,客户节拍(TT: Takt Time)依然会达到75秒,仍无法满足客户需求(ATT/OE=77.5秒 < TT : 75秒)。将客户需要的产品数量准时交付给客户也是保护客户的要求之一,“超越客户的期望”不仅仅是口号,也是京西重工的质量方针。
用于满足客户产量需求的手段很多:
1、加班——最简单的办法。
一方面,虽然生产线已经通过了加班的形式提高产出,使得TT从每周62.9秒提高至75.5秒,但是依然无法满足客户需求。
另一方面,如果继续无休止加班,根据相关劳动法规定,劳动者每月的加班时间不得超过36小时。所以,这不是一个长久之计。
2、招兵买马。
的确,当采取三班六天制后仍无法满足客户需求,还可以采取招兵买马,进行三班七天轮休制或者四班三运转等方法,以达到满足客户需求的目的。
但对新员工从理论培训到上岗实践最终进行考核后上岗的过程,一般至少也要花一个多月的时间。时不我待!
3、持续改进。
严格的质量要求和采用的精益生产,是支撑京西重工(上海)有限公司运营管理工作的2大支柱。
质量永远是放在第一位的,追求精益和成本控制应以保护客户为基础,在适当的时间和地点给客户提供适质、适价、适量的产品。丰田不仅教会我们了精益生产,也以其自身的经历,提醒我们无论何时都要注重质量。打造一个良好的精益企业,需要从全员参与培训和营造企业精益文化开始。
京西重工(上海)有限公司持续改进原则之一,“更好的主意往往来自于你面对难题的时候”。
改善的工具
工具之一:标准化。
实施持续改进的基础首先是对生产线各工位的操作进行标准化。标准化操作可确保重复的工艺过程,提供给生产现场一个管理工具,便于发现流程中的问题。
改善工具之二:人员、机器利用率。
进行标准化工作,完成《工作要素表》、《标准化操作书》、《工作整合表》后,测算整套系统中的ATT、TT、人员和机器的利用率。通过人员和机器的利用率,结合OE等指标,可以分析生产线的改进方向。
改善工具之三:帕累托图(Pareto Chart)。
京西重工(上海)有限公司是通过生产线每小时生产报表的输入来输出《损失时间帕累托图》的。
《损失时间帕累托图》将出现的损失时间数量和项目进行排序,用来分析损失时间的主要项目,提供降低损失时间的改进方向。
针对产能不足问题主要的两个改进方向:
一、设备初始安装能力大于客户需求,但仍无法满足客需求的:
主要方法:测算并着手减少损失时间的措施,提高OE。
利用之前所述工具:损失时间帕累托图,可以观察到:“标定”、“OP160泄漏测试两遍通过”、以及“转换”这三个类别总和占了该生产线当月全部损失时间的60%左右。
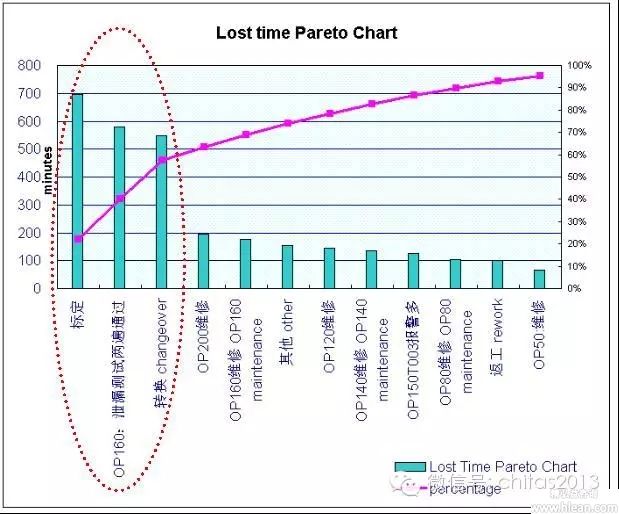
图一:损失时间帕累托图
通过跨功能改善小组的共同协作后,以上三个类别问题均逐步得到改善。除了纸上谈兵,实际改进务必做到“三现主义”,三现主义是实施持续改进的基础之一,需要亲自到现场(现地)、亲自接触实物(现物)和亲自了解现实情况(现象)。
改善项目一
以“转换”时间为例,在有关转换的标准化操作书中,转换时间耗时为每次30分钟。
通过现场实地观察工装转换流程,了解现场实际情况后发现:
1、生产流水线较长,一个工件从头到尾至少需要429秒,大约7.5分钟;
2、由于质量控制要求,生产线设备上安装有跟踪追溯系统;
目前的追溯系统在生产流水线最后一个工件生产全部完成前,无法切换程序进行转换;
3、生产线按客户需求,进行卡片拉动生产。每个标准发运箱均需要达到标准数量后才能进行发运。因流水线长,工艺复杂等原因,生产线出现工件报警后,该工件就被设备自动推入怀疑品隔离通道。一个问题也出在这里,当生产线即将完成最后一个工件准备转换之时,一旦该工件报警,生产线就不得不从头到尾再生产一件,以达到标准发运数量。
改善方案:
1、对生产线的布局实施改进,缩短部分滑道长度;
2、对跟踪追溯系统实施改进,在确保质量要求的情况下,达到在后道生产产品A时前道工序生产产品B,实现混流生产;
3、自搭备用成品零头货架,在该货装中共有6个独立滑道,以区分产品,每个滑道可放3件Booster产品。
在货架出口处加装PLC,在对该成品零头货架进行补料/取料时,需要对成品上条码进行扫描比对,杜绝产生混料的情况,达到质量控制的要求;
生产线马上要转换并正在生产最后一箱成品A时,以标准数量+3的数量进行生产,多余的零件放入成品零头货架中去。下次转换回产品时,则先将该成品零头货架中的成品取出使用,避免了产生报警后的更多时间损失。这样就在达到满足标准发运包装数量要求的同时,达到了材料先进先出的要求。
改善结果:
转换时间由原先的30分钟/次,降低到了15分钟/次。通过做标准化和培训,再降低到了12分钟/次,OE直接提升3% 。
