






最快10分钟

看过F1比赛吗?当选手进行最后冲击需要换软胎的时候,换4条轮胎的时间是多久?
5秒钟!!!

不比不知道,一想吓一跳,那么我们在日常生产的时候,换型的时间是多少呢?很多供应商反应,换一套模具做另外一款产品,少则2小时,多则4~6小时,想想这有多可怕。
如果我们的生产能够像F1比赛的团队一样,那么是不是员工就有更多的时间可以喝喝茶水聊聊天了呢?好吧,咱们入题,今天一起聊聊快速换型,也叫快速换模具。
1、什么是快速换模
快速换模:以最小的设备停机时间来进行不同产品间的生产切换,最大限度提高设备利用率的方法。
日本人叫做SMED,全称是“60秒即时换模” (Single Minute Exchange of Dies),是一种快速和有效的切换方法,快速换模法这一概念指出,所有的转变(和启动)都能够并且应该少于10分钟,所以又称单分钟快速换模法、10分钟内换模法、快速作业转换。它可以将一种正在进行的生产工序快速切换到下一生产工序。快速换模法同时也常指快速切换。快速换模法能够并且常常是用于启动一个程序并快速使其运行,且处于最小浪费的状态。
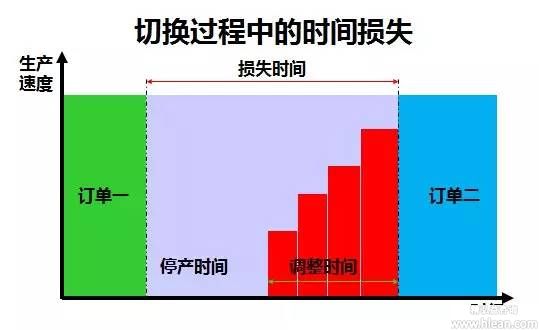
2、换型时间
换型时间:就是指从上批次最后一件合格品到下批次的首件合格品之间的时间
SMED(Single Minutes Exchange ofDie)是在50年代初期日本丰田汽车公司摸索的一套应对多批少量、降低库存、提高生产系统快速反映能力的有用技术。这一方法是由日本的新乡重夫先生(ShigeoShingo)首创的,并在众多企业实施论证过。Single的意思是小于10分钟(Minutes),当新乡先生亲眼目睹换型时间居然高达1小时的时候,他的反应“必须让流动顺畅起来”。基于新乡先生的丰富经验,他开发了一个可以分析换模过程的方法,从而为现场人员找到了换型时间之所以长的原因,以及如何相应减少的方法。在他领导的多个案例当中,换型时间甚至被降到了十分钟以下,因此这种快速换型方法被冠名为“单位分钟快速切换”。最初使用在汽车制作厂,以达到快速的模具切换(Exchangeof Dies)。
3、目的
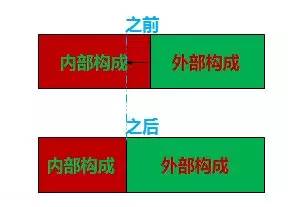
顾名思义,其目的旨在缩短作业转换的时间,而其关键点又在于划定内部作业转换和外部作业转换,并将内部作业转换尽可能地变为外部作业转换,然后尽可能地缩短内、外部作业转换时间。
4、收益
缩减库存:灵活生产,将安全库存量降到最低
缩短交期:即资金不用压在额外库存上
优良品质:减少调整过程中可能的错误。
高效率生产:缩短切换的停车时间意味着更高的生产效率,即OEE提高。
JIT成为可能:使JustIn Time 成为可能,是精益生产的必要条件
在讲解快速换模方法之前,我们必须先讲解2个概念:
内部操作:必须在停机时进行的操作
外部操作:可在设备运转时进行的操作
换型时间长,多数是因为很多操作是可以在设备运转时进行的,可实际上却在停机时进行。
要点:
(1)区分“内变换操作”和“外变换操作”。SMED法要求把与设备装换调整有关的操作区分为“内变换操作”和“外变换操作”前者是指那些只能在设备停止运行后方可进行的操作;后者则是指那些能够在设备运行过程中进行的操作。
(2)减少“内变换操作”。SMED法要求尽可能把内变换操作转变为外变换操作,这是SMED法的核心。正是内变换操作占用停机时间,所以要缩短整个装换调整时间,最关键的是把。内变换操作减少到最低限度。
(3)缩短“内变换操作”时间。如上所述,内变换操作”占用停机时间。为此,SMED法要求采用必要的技术手段,尽可能缩短“内变换操作”时间。同时.要简化“外变换操作”,并一定要在设备运行过程中完成全部“外变换操作”。这样,就可能在设备停机后的很短时间内迅速完成设备装换与调整。
5、实施SMED快速换模的步骤
第一步:观察当前的流程
目的:
采集目前有关换型的数据
方法:
确保观测人员的人数和工具放置人员的人数相同
观测整个换线过程– 从换线前最后一件产品直至换线后第一件产品
包括时间在内,记录下所有的动作
发现任何问题或是任何机会
必要的地方通过录像记录活动
第二步:区分内部和外部的要素
目的:
将内部的换线时间与外部换线时间区分开来,可以大大缩短换线时间
方法:
所有新的工具和部件必须在停机前到达现场。
所有换下的工具和部件必须在切换结束后清理和转存。
提前准备好物料。
提前进行功能检查。
准备和使用检查表(防止遗漏琐碎项目)
第三步:将内部作业转移到外部
目的:
将内部作业转移到外部可以进一步缩短换线时间
方法:
功能标准化
预先准备操作条件:
工具标准化
工具预热
确保每件物品在正确的时间摆放在正确的位置–工具、流程记录表、原材料、人力、固件、垫片和规尺
第四步: 减少内部工作
目的:
换线步骤做到标准化之后,下一步是发现并排除换线过程中的浪费
方法:
平行作业
旋转式一次锁定方法
触摸式夹钳系统

工具放置的方法/位置统一
工具的尺寸统一
螺钉头尺寸统一
详细的工具更换表
改良设置,避免调试
第五步: 减少外部作业
目的:
缩短了内部换线时间之后,还应该想办法减少机器运行期间支持人员的工作量
方法:
把工具存放在机器旁边
在机器旁边设手工工具台
把规尺存放在机器旁边
备好工具更换准备的核查清单
提供详细的工具更换流程记录单
6、实施SMED快速换模的注意事项和要点
第一步:成立快速换线推行小组,制定推行计划和日程。小组成员由生技课长、装配课长、装配组长,装配技术员、供料员、修理、IE、PE、IPQC等组成,小组组长可由IE担当。换线小组每天举行换线会议,检讨换线状况,会议由小组组长主导,小组成员共同讨论换线中发生的问题并提出改善对策;.
第二步:选择线别,量测并记录换线时间。记录下所有的动作,以发现任何问题或是任何机会,必要的地方通过录像记录活动;
第三步:资料分析,改善对策拟订。分析第二步收集到的当前数据,确定在停机前后有哪些事情可以做,将内外部时间分开来,对内部的活动进行严格的检查分析、考察第二步发现的机会、集思广益地讨论新的办法和创意、工具标准化、确保人与物在正确的时间配置到正确的位置,并制作“工具更换流程记录”“供料流程记录”等以供小组成员使用;
第四步:对策执行,量测并记录对策执行后的换线时间。制定换线流程及推行细则等相关的文件资料,将改善对策试运行到换线中,对比第二步并记录对策执行后的换线时间及相关的问题点等事项;
第五步:效果追踪、验证,对策检讨,标准化制定。对改善后的换线方法进行数据化的分析、检讨,验证、确认改善效果,直到达到标准换线的时间;
第六步:标准化实施,所有生产线水平化展开。围绕新的方法提供培训,将最后的标准化换线实施于观测线,并以点带面地展开于其它线,同时完善相关资料;
第七步:标准化维持,持续改善。对流程实行监控,不间断地汇报换线部分的业绩表现。
