






准时化物流
“拉式”生产与控制源于JIT的管理思想。“拉式”应用的主要表现为:通过生产同步化,均衡化以及“看板”工具,达到“适时、适量、在适当地点生产出需要的质量完善产品”目的。“拉式”生产提出了一种全新的管理机制。MRPII的重复制造“拉式”模式为JIT提供了良好应用空间。本文通过对拉式生产流程的分析及设计,了解它的应用原理。
一、重复制造的特点
重复制造是产品大批量的生产环境。通常生产设备是按产品系列进行组织设计的。重复制造的特点是:生产过程和生产管理简单化,生产线的生产能力固定,工艺路线固定;产品的生产周期性是重复性的,甚至多种产品的混批生产也是周期性重复的。物料流动性大,加工零件按照固定的节拍迅速地通过各道生产工序。生产组织工作通常取决于物料统计信息的与否。
二、“拉式”生产的生产与控制
“拉式”系统的工作原理建立“拉式”管理机制。运用卡片系统生成计划和控制生产,利用“看板”工具发布生产信息。借助“拉式”的管理思想,将卡片系统移植到MRPII重复制造系统中,通过计算机这个“看板”,实时地、闭环地控制生产计划和物流。
1.MRPII重复制造的“拉式”系统及其流程
在拉式生产作业中,物料是从前一工序拉向当前工序的,如图1重复制造“拉式”流程所示。
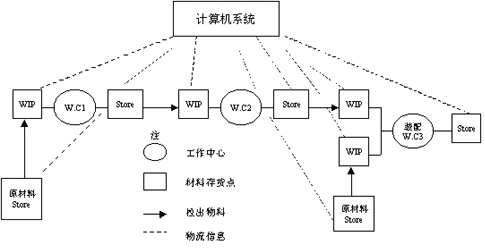
图1重复制造“拉式”流程
以工作中心作为基本单元的管理机制,(一个车间由一个以上的工作中心组成)每个工作中心包括以下部分:
在制品(Work In Product)货位:工作中心加工用的原材料存放区域。
存储品(Store)货位:采购来的原材料或工作中心加工的半成品或成品存放区域。
各工作中心用的生产卡用计算机系统的“看板”代替。
遵循“拉式”生产流程的规律。将每个工作中心对应的物料存放在指定的定置区内,视为标准容器。标准容器的量化数据映射到计算机的帐号上。这样每当发生一次物料移动,与它对应的物料自动地进行增减记帐。
2.重复制造系统的初始设置
(1)设计存储品货位和WIP货位
存储品货位(Store)是源材料仓库的货位,可以作为供应商的来料货位,也可以用来做工作中心完工的半成品或成品的存放货位。在制品货位(WIP)货位设计为工作中心加工用的源材料货位。
(2) 设计WIP、Store货位并与对应系统的帐号发生关联。
(3) 设计工作中心并与相对应的WIP关联。
(4) 设计工作中心的在制品物料存放定置区
设计工作中心WIP的定置区域。并将存放在WIP货位的材料与工作中心一一对应起来。定置区域要求确定品种、数量及指定的管理人员。设计使之能通过工人物料转移(即出库入库操作)和完工反冲等特定的操作,使之当WIP货位材料的进发生进/出变化时,计算机系统中货位自动地进行增减计算。
三、重复制造的信息系统
1.拉出表
拉出表可视为“看板”中的移动卡,它是用来控制物料移动的,它在后序工作中心的在制品货位和前序工作中心的货位之间进行移动。
拉出表上包括的信息有:零件号、单位、WIP量、库存量、仓库、货位、需求量、前工序工作中心代码,后工序工作中心代码。如表1 拉出表报告
拉出表报告
-------------------
由 05/08/00 至 05/08/00
拉出表标识号: 0613PU2A
程序执行: 06/13/00
仓库: ALL
在制品货位:WIP-2A401
零件号 描 述 单位 WIP量 库存量 仓库 货位 需求量 已拉出量
-------------- ---------- ------- ------------- ------------- --------- ---------- -------------- ------------
100252-39 底座 件 0.000 820.000 201 20101 820.000
120236 轴承部件 件 0.000 1378.000 201 20101 820.000
1603305 密封胶条 件 0.000 22247.000 256 25603 16400.000
17015 螺钉 个 0.000 53850.000 256 25603 49200.000
………
2.生产计划报告
生产计划报告可视为“看板”中的生产卡,它是生产部门用来发布各个工作中心的生产信息。
生产计划报表包含的信息有:零件号、零件描述、所加工的车间代号及描述、主码代号包含了该零件的工作中心及WIP货位、周开始日、周数量及在一周内每日的生产计划量。如表2组装计划报告
组装计划报告
-------------------
05/01/00 至 05/29/00
零件号:100250 说明:底座部件
工作区:说明:装配车间 生产线: 1
周开始日 周数量 星期一 星期二 星期三 星期四 星期五 星期六 星期日
----------- ---------- --------- --------- ---------- ---------- ---------- ---------- ----------
05/01/00 3200 0 0 0 0 1600 1600 0
05/08/00 820 820 0 0 0 0 0 0
05/22/00 1877 0 0 0 0 1877 0 0
05/29/00 0 0 0 0 0 0 0 0
……
四.重复制造系统作业程序
重复制造系统的作业程序简单地分为五个步骤进行描述:见图2重复制造作业流程
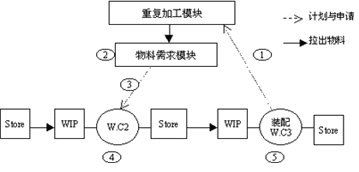
图2重复制造作业流程
维护生产计划——将W.C3的最终生产计划输入到重复加工模块中(见表2组装计划报告)
运行物料需求计划(mrp)——选择性地运行物料需求模块
查询计划期间的物料需求计划——当W.C2的Store中的加工材料不足时,系统自动产生工作中心W.C2的生产需求。
生产要补充的部件——确认W.C2的申请计划,下达加工单,打印“拉出表” (见表1拉出表报告)并到W.C1的Store领取物料,按时完成加工任务。加工任务完成后反冲,入库到W.C2 的半成品Store货位。
装配最终产品——当W.C2的半成品Store货位的材料满足生产时,装配计划的“拉出表”从W.C2的Store中拉出材料到W.C3的WIP中去进行装配,当W.C3装配完成后,反冲入库到最终成品的Store存储品货位里。
五.重复制造“拉式”的应用的基本原理
以班组即工作中心为最小单位,MRPII“拉动”信息在各工作中心与对应的存储品货位之间形成。利用JIT计划与控制合二为一的机制,获得JIT计划与制造方法优化的管理环境。
适时、适量及在适合的地点处理生产信息,使生产过程中物料需求的分解、库存信息的反馈、在制品的扣减等等由计算机系统自动完成,这样大大减化了数据处理量乃至“拉式”系统得以实践。更最重要的是重复制造“拉式”的成功应用,使生产统计工作发生了职能性的转移,由于大量的手工信息采集与统计工作交给计算机去做,因此统计人员的职能向信息分析与控制职能方面定位,从而生产与控制的管理发生了质的变化。
在“零库存”管理目标的推动下,控制便成为了管理的主体。“拉式”管理不仅利用物料需求计划(mrp)生成加工单,又能有效地控制加工进度与工作中心物料的存量,减少了生产过程中资金的投入。
六.结束语
通过对MRPII重复制造“拉式”应用技术的分析,讨论了重复制造“拉式”信息技术的应用,传播一种生产计划、物流和控制的方法。每个企业都应根据自己的实际情况建立一套可行的生产信息技术管理系统。
一、重复制造的特点
重复制造是产品大批量的生产环境。通常生产设备是按产品系列进行组织设计的。重复制造的特点是:生产过程和生产管理简单化,生产线的生产能力固定,工艺路线固定;产品的生产周期性是重复性的,甚至多种产品的混批生产也是周期性重复的。物料流动性大,加工零件按照固定的节拍迅速地通过各道生产工序。生产组织工作通常取决于物料统计信息的与否。
二、“拉式”生产的生产与控制
“拉式”系统的工作原理建立“拉式”管理机制。运用卡片系统生成计划和控制生产,利用“看板”工具发布生产信息。借助“拉式”的管理思想,将卡片系统移植到MRPII重复制造系统中,通过计算机这个“看板”,实时地、闭环地控制生产计划和物流。
1.MRPII重复制造的“拉式”系统及其流程
在拉式生产作业中,物料是从前一工序拉向当前工序的,如图1重复制造“拉式”流程所示。
图1重复制造“拉式”流程
以工作中心作为基本单元的管理机制,(一个车间由一个以上的工作中心组成)每个工作中心包括以下部分:
在制品(Work In Product)货位:工作中心加工用的原材料存放区域。
存储品(Store)货位:采购来的原材料或工作中心加工的半成品或成品存放区域。
各工作中心用的生产卡用计算机系统的“看板”代替。
遵循“拉式”生产流程的规律。将每个工作中心对应的物料存放在指定的定置区内,视为标准容器。标准容器的量化数据映射到计算机的帐号上。这样每当发生一次物料移动,与它对应的物料自动地进行增减记帐。
2.重复制造系统的初始设置
(1)设计存储品货位和WIP货位
存储品货位(Store)是源材料仓库的货位,可以作为供应商的来料货位,也可以用来做工作中心完工的半成品或成品的存放货位。在制品货位(WIP)货位设计为工作中心加工用的源材料货位。
(2) 设计WIP、Store货位并与对应系统的帐号发生关联。
(3) 设计工作中心并与相对应的WIP关联。
(4) 设计工作中心的在制品物料存放定置区
设计工作中心WIP的定置区域。并将存放在WIP货位的材料与工作中心一一对应起来。定置区域要求确定品种、数量及指定的管理人员。设计使之能通过工人物料转移(即出库入库操作)和完工反冲等特定的操作,使之当WIP货位材料的进发生进/出变化时,计算机系统中货位自动地进行增减计算。
三、重复制造的信息系统
1.拉出表
拉出表可视为“看板”中的移动卡,它是用来控制物料移动的,它在后序工作中心的在制品货位和前序工作中心的货位之间进行移动。
拉出表上包括的信息有:零件号、单位、WIP量、库存量、仓库、货位、需求量、前工序工作中心代码,后工序工作中心代码。如表1 拉出表报告
拉出表报告
-------------------
由 05/08/00 至 05/08/00
拉出表标识号: 0613PU2A
程序执行: 06/13/00
仓库: ALL
在制品货位:WIP-2A401
零件号 描 述 单位 WIP量 库存量 仓库 货位 需求量 已拉出量
-------------- ---------- ------- ------------- ------------- --------- ---------- -------------- ------------
100252-39 底座 件 0.000 820.000 201 20101 820.000
120236 轴承部件 件 0.000 1378.000 201 20101 820.000
1603305 密封胶条 件 0.000 22247.000 256 25603 16400.000
17015 螺钉 个 0.000 53850.000 256 25603 49200.000
………
2.生产计划报告
生产计划报告可视为“看板”中的生产卡,它是生产部门用来发布各个工作中心的生产信息。
生产计划报表包含的信息有:零件号、零件描述、所加工的车间代号及描述、主码代号包含了该零件的工作中心及WIP货位、周开始日、周数量及在一周内每日的生产计划量。如表2组装计划报告
组装计划报告
-------------------
05/01/00 至 05/29/00
零件号:100250 说明:底座部件
工作区:说明:装配车间 生产线: 1
周开始日 周数量 星期一 星期二 星期三 星期四 星期五 星期六 星期日
----------- ---------- --------- --------- ---------- ---------- ---------- ---------- ----------
05/01/00 3200 0 0 0 0 1600 1600 0
05/08/00 820 820 0 0 0 0 0 0
05/22/00 1877 0 0 0 0 1877 0 0
05/29/00 0 0 0 0 0 0 0 0
……
四.重复制造系统作业程序
重复制造系统的作业程序简单地分为五个步骤进行描述:见图2重复制造作业流程
图2重复制造作业流程
维护生产计划——将W.C3的最终生产计划输入到重复加工模块中(见表2组装计划报告)
运行物料需求计划(mrp)——选择性地运行物料需求模块
查询计划期间的物料需求计划——当W.C2的Store中的加工材料不足时,系统自动产生工作中心W.C2的生产需求。
生产要补充的部件——确认W.C2的申请计划,下达加工单,打印“拉出表” (见表1拉出表报告)并到W.C1的Store领取物料,按时完成加工任务。加工任务完成后反冲,入库到W.C2 的半成品Store货位。
装配最终产品——当W.C2的半成品Store货位的材料满足生产时,装配计划的“拉出表”从W.C2的Store中拉出材料到W.C3的WIP中去进行装配,当W.C3装配完成后,反冲入库到最终成品的Store存储品货位里。
五.重复制造“拉式”的应用的基本原理
以班组即工作中心为最小单位,MRPII“拉动”信息在各工作中心与对应的存储品货位之间形成。利用JIT计划与控制合二为一的机制,获得JIT计划与制造方法优化的管理环境。
适时、适量及在适合的地点处理生产信息,使生产过程中物料需求的分解、库存信息的反馈、在制品的扣减等等由计算机系统自动完成,这样大大减化了数据处理量乃至“拉式”系统得以实践。更最重要的是重复制造“拉式”的成功应用,使生产统计工作发生了职能性的转移,由于大量的手工信息采集与统计工作交给计算机去做,因此统计人员的职能向信息分析与控制职能方面定位,从而生产与控制的管理发生了质的变化。
在“零库存”管理目标的推动下,控制便成为了管理的主体。“拉式”管理不仅利用物料需求计划(mrp)生成加工单,又能有效地控制加工进度与工作中心物料的存量,减少了生产过程中资金的投入。
六.结束语
通过对MRPII重复制造“拉式”应用技术的分析,讨论了重复制造“拉式”信息技术的应用,传播一种生产计划、物流和控制的方法。每个企业都应根据自己的实际情况建立一套可行的生产信息技术管理系统。
